Laser Peening (sometimes also referred to as Laser Shock Peening) drives deep plastic strain into a part that creates a high magnitude residual compressive stress from 1 to 10mm below the surface. This enhances the fatigue strength, durability, damage tolerance, and resistance to stress corrosion cracking of critical metallic components.
Laser peening can form and correctively shape components, especially if the component is too thick to be conducive for shot peening. Curtiss Wright’s finite-element physics-based model of laser peening enables rapid virtual peening and thereby rapid optimization and assessment of expected performance.
Laser peening is an alternative for controlled shot peening where deep penetration, upwards to ½ in (12 mm), and low amounts of cold work is advantageous. Assessment of application identifies if one or both methods should be used.
Laser peening has made an important impact on the industry, providing a reliable and production-qualified technology. It offers designers the ability to surgically engineer residual compressive stress into key areas of components. This retards crack initiation and growth thereby enabling increased fatigue strength and component lifetime.
Laser Shock Peening – Process Video
Laser Shock Peening Process – Step by Step
A thin stream of water is flowed over the surface to act as an inertial tamping layer.
An output beam, roughly 20 Joules at 20 nanoseconds (i.e. 1000,000,000 Watts peak) from a Nd:glass laser is projected onto a workpiece, passing through the water
The leading temporal edge of the laser pulse reacts within the metal surface or ablative layer rapidly ionizing and vaporizing surface material, forming and heating a plasma.
The pressure of the heated plasma builds to approximately 100kBar (1.5 million pounds per square inch) with the water serving to inertially confine the volume. This rapid pressure rise is highly controlled to be one to two times the dynamic yield stress of the metal, plastically straining the material as it penetrates
The water is accelerated off the surface but only after the shock wave has propagated into the metal.
The mechanical response of the peened area to this deep plastic strain, .020 inch to .500 inch (1 mm to 12 mm depth) results in a deep residual compressive stress with characteristics depending on the material, stiffness, and the processing parameters. The deep level of compressive stress generated creates a damage-tolerant layer and a barrier to crack initiation and growth. This enhances the fatigue life and provides resistance to stress corrosion cracking and fretting fatigue.
Note: Multiple firings of the laser in a pre-defined surface pattern will impart a layer of plastic strain resulting in a deterministic deep layer of compressive residual stress. The process can be tailored to suit the product and potential failure mechanism or enable higher potential loads through weight-sensitive designs.
Benefits of Laser Shock Peening
Deeper residual compressive stress enabling better resistance to:
Low cycle, high stress situations (LCF)
High cycle, low stress situations (HCF) in a deteriorating surface environment
Loss of compressive stress in high temperature applications
Clean surface condition enables applications where contamination and/or media staining cannot be tolerated.
Surface finish and topography are easily maintained and controlled.
Laser peening allows for excellent process and quality control. Since the key process parameters of laser energy and pulse duration are measured and recorded for each impact spot generated. It also has the ability to generate large curvature in thick component sections enabling advanced forming and form correction applications.
Curtiss-Wright Surface Technologies holds the following laser peening patents:
United States Patent 6670578 for pre-loading of components during laser peen forming
United States Patent 6410884 for contour forming of metals by laser peening
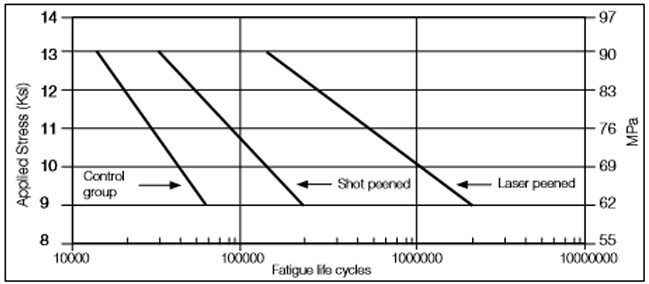
Laser Peening of AI 6061-T6 Aluminum
One benefit of an exceptionally deep residual compressive layer is shown above. The S-N curve shows fatigue test results of 6061-T6 aluminum. The testing consisted of un-peened, shot peened and laser peened specimens which clearly shows the lifetime and fatigue benefit of the laser process.
Finite Element Analysis (FEA) modeling capability accurately simulates the response of a customer’s part to laser peening. Multiple iterations of process variables can be performed for the following benefits:
Predict node-by-node stress and strain profiles
Enable accurate predictions of increased fatigue strength and life
Assess process benefits
Reduce costs of testing
Accelerate deployment schedules
Laser Shock Peen Forming
Laser Shot Peen Forming augments shot peen forming by generating greater depth of induced strain, thereby allowing forming of thicker material sections and extending the degree of curvatures possible. It is helping to advance the use of machined stringers and ribs for integrally stiffened panels which reduces the need for fasteners. This technology was successfully used on the 747-8. All this allows for lighter aircraft with more fuel efficient profiles.
Multiple mobile laser peening systems have been deployed on several continents at customer’s sites providing the most cost effective and timely deployments –learn more >>
Laser Peening with Thermal Microstructure Engineering
Conventional peening works for low temperature applications, however, at higher temperatures, surface treatments degrade through dislocation annihilation, stress relaxation and grain coarsening. To overcome this challenge, Curtiss-Wright (CW) has developed a novel technique, coined laser peening plus thermal microstructure engineering (LP+TME) that imparts thermally stable microstructural modifications in both conventional and additively manufactured (AM) materials.
We continually work with industry leaders and researchers to advance our technologies and have recently published papers in collaboration with the University of Alabama and Michigan State University (MSU) – learn more >>











 Multiple mobile laser peening systems have been deployed on several continents at customer’s sites providing the most cost effective and timely deployments –
Multiple mobile laser peening systems have been deployed on several continents at customer’s sites providing the most cost effective and timely deployments –