Shot peening, a surface treatment which has become a critical process in many industries due to its ability to improve metal fatigue properties of components of almost any size or geometry and extend the life of critical components that could potentially fail. Metal fatigue occurs during cyclic loading via tensile stress that has the potential for a crack to start in highly stressed areas. Shot peening mitigates this by imparting a high magnitude, residual compressive stress at the surface in potential failure areas.
When operating in a higher cycle fatigue (lower stress) environment, typical fatigue improvements with shot peening are:
3x-10x fatigue life increase
10-30% fatigue strength increase
Shot Peening – Process Video
Controlled Shot Peening – Process
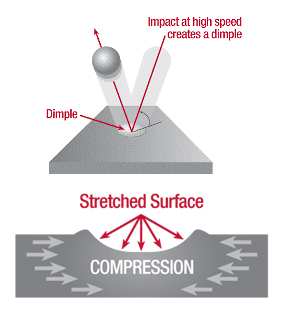
Controlled shot peening is a cold working process that uses spherical media known as a shot. As each piece of shot strikes the surface, a dimple is created along with beneficial compressive residual stress. It is a result of localized yielding being restrained by the substrate material (FIGURE 1). If present, prior manufacturing tensile stresses are converted to residual compressive stress. Compressive stress offsets or lowers applied tensile stress. Quite simply, less (tensile) stress equates to longer component life. A typica
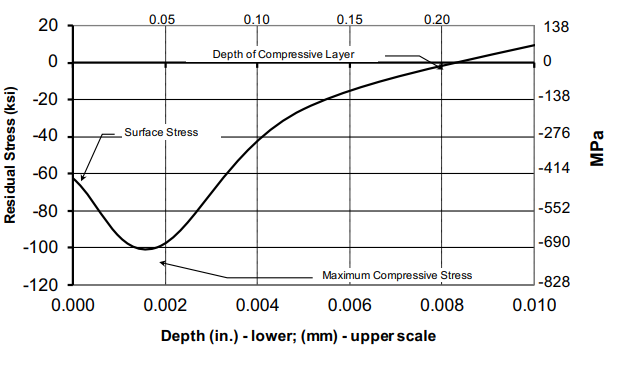
l shot peening stress profile is depicted in (FIGURE 2).
FIGURE 1FIGURE 2
CWST maintains a technical plan of processing instructions for each part number on file. Our facilities store thousands of technical plans for many years. The technical plans take into account – part geometry, masking requirements, base material properties, and review of thin sections to minimize the chance for distortion.
Shot Peening – Industry Specifications
Our facilities are certified to applicable industry approvals including NADCAP, ISO and hundreds of OEM (& Tier 1) certifications including:
AMS-S-13165
BAC-5730
PWA-6
RPS-428
AMS 2430
AMS 2432
J2441
MIL-S-13165C
ABP 1-2028
MIL-P 81985 (AS)
MIL-STD-852
P11TF3
For more details about our approvals and accreditations, please reach out to us
Shot Peening – Benefits
Prevent Fatigue Failure – Usually related to cyclic loading. Applied tensile stress at the surface is most commonly from bending or torsion. Residual tensile stress induced during manufacturing can also contribute to failure.
Prevent Metal Fatigue
Improves metal fatigue properties through the use of beneficial compressive stress. This is proven to enhance protection against failures due to:
Metal fatigue commonly associated with bending or torsional loading
Fretting fatigue commonly associated with rotating components
Contact Fatigue (micro/macro pitting) associated with gear tooth geometry
Reduction of fatigue scatter from prior manufacturing operations (welding, grinding, anodizing, plating, aggressive machining/grinding, improper thermal exposure)
Shot Peening – On-Site
We can perform on-site shot peening of large components whose sizes exceed shipping limitations or which are installed on their foundations. Our field crews perform on-site shot peening services worldwide to the same quality standards as our processing centers. We utilize certified shot peening techniques to achieve the same level of quality.
Through our on-site capability, we can help customers avoid the logistics and costs of shipping oversized equipment while helping minimize equipment downtime.
Field crews utilize Almen strips, coverage verification & certified peening media to achieve the same high level of quality on-site as they do in-house.
Examples of on-site shot peening projects that CWST Company has performed successfully include:
Shot peening is performed using shot media, glass, ceramic, or metal balls. Laser peening using laser technology that is digitally applied. To find out whether shot peening or laser peening is right for your application. Learn the difference between Shot Peening & Laser Peening
Shot Peening – Success Stories
Shot peening is beneficial for several industries, including Aerospace, Automotive, Chemical & Petrochemical, Metal Finishing & Miscellaneous, Modifying Surface Finish, Turbomachinery & Power Generation.
Once shot peening is performed, there is no way to confirm that it was performed to the proper specification without damage to the product. Therefore, strict process controls must be maintained during the shot peening process, including:
Each operation may require a different machine for optimum production flow, thus adding to startup capital expenses and ongoing operational expenses. ID & OD peening, shot & glass bead peening, and multiple part sizes are all factors that may necessitate additional machines.
What is the air compressor requirement for shot peening?
Pneumatic peening machines require a large volume of clean, dry, and uninterrupted air. Typically, air dryers are needed to keep moisture out of the system.
Are there drawbacks to in-house shot peening?
Yes, there are drawbacks to in-house shot peening, which include:
Noise – shot peening machines are loud and therefore disruptive to existing workflow
Environment – shot peening machines create a large amount of dust and must be carefully contained; they may not be compatible with many manufacturing operations. Sufficient quantity of clean, dry & uninterrupted (compressed) air.
Machines – over time, a peening machine will “eat itself up” from the inside. Replacement and repair of such items as nozzles, cabinet walls, motors, holding fixtures, and airlines are necessary on a regular basis and may require sudden and immediate attention. If shot peening more than one part, additional media & machines may be required
Cost – Unless machines operate at high capacity levels, they can be expensive to run
Approvals – Acquiring and maintaining industry certifications
What are peening media requirements?
Good quality peening media in accordance with AMS 2431 is fundamental to the process. Shot can frequently be a back-ordered item with a qualified supplier, causing serious production delays. Therefore it is imperative to maintain a substantial inventory of opening media.
What are the quality requirements for the shot peening specification?
In addition to needing trained and qualified operators, additional important requirements under most shot peening specifications include process development, equipment, and process shot control.
Do you believe, that by having the shot peening process in-house, you will improve inventory turns?
If you had a dedicated supplier in close proximity, could you better invest your capital allocation elsewhere? If an approved supplier operated a shot peening department in your facility, would this be an alternative solution?
If you have any questions regarding establishing your own internal shot peening capability, Curtiss-Wright Surface Technologies’ Technical Service Managers are available to discuss and evaluate your needs and develop a customized solution to meet your needs.
Controlled shot peening can also change the shape of a component (i.e. form the curvature in wing skins) and increase resistance to flexural bending fatigue.
Robotic Peening
CWST offers robotic peening to meet the most stringent specifications. Robotic peening offers improved reliability and increased efficiency over previous generations of peening equipment.
C.A.S.E is the combination of shot peening followed by chemically assisted super finishing. Common applications are gears, shafts and air foil geometry. Surfaces are smoothed to a mirror like finish and valleys are left for lubricant retention.
CWST’s shot peening with different media choices is able to provide a variety of repeatable architectural surface finishes. A Peentex finish creates a visually pleasing long lasting surface.
Glass Bead Peening is performed with glass shot which differs from the steel shot of regular shot peening. This lower density show allows for peening of more delicate geometry such as threads.