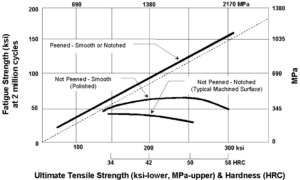
Comparison of peened and unpeened fatigue limits for smooth and notched specimens as a function of ultimate tensile strength of steel.
The graph compares metal fatigue strength with ultimate tensile strength for both smooth and notched specimens. Without shot peening, optimal metal fatigue properties for machined steel components are obtained at approximately 30 HRc. At higher strength/hardness levels, materials lose fatigue strength due to increased notch sensitivity and brittleness.
Fatigue strength in metals
With the addition of compressive stresses from shot peening, metal fatigue strength increases proportionately to increasing strength/hardness. For example, at 52 HRc, the metal fatigue strength of the shot peened specimen is 144 ksi (993 MPa), more than twice that of the unpeened, smooth specimen.
Manufacturing Processes – Effect on Fatigue Life
Manufacturing processes are known to have a significant effect on meal fatigue properties of parts. These effects can be either detrimental or beneficial, as represented below:
DETRIMENTAL
BENEFICIAL
Hardening
Carburizing
Grinding
Honing
Machining
Polishing
Plating
Burnishing
Welding
Rolling
EDM and ECM
Shot Peening
Grinding, machining and welding all can leave the surface of the part in tension, a seedbed for metal fatigue cracks. Hardening, plating and EDM can leave a hard brittle surface while ECM can damage or weaken surface grain boundaries.
On the beneficial side all the listed processes improve metal fatigue life by virtue of the compressive stress they induce. Shot peening is the most versatile of the list because it provides the highest magnitude of compressive stress in the greatest variety of materials and part configurations.
The graph below presents “S-N” (stress vs. number of cycles) to failure curves for different types of grinding. The base line curve is that for “gentle grind” specimens and shows metal fatigue strength of 60 ksi (415 MPa). The lower “severe grind” curve represents that condition produced from faster cutting speeds. In this case large amounts of surface tensile stress, the source of metal fatigue cracks are generated. As shown, metal fatigue strength decreases to 45 ksi (310 MPa). The last graph presents the fatigue strength of “severe grind plus shot peened” specimens. As shown, these specimens increased well beyond the baseline “gentle grind” providing fatigue strength of over 80 ksi (550 MPa). The compressive stress generated by shot peening overcame the tensile stresses from severe grinding.
Shot peening improves endurance limit of ground components.
Benefits of Shot Peening
Shot peening allows 10-30% increased loading stress to achieve the same component fatigue strength.
Shot peening extends the fatigue life of any part 3x to 10x if the existing stress level is maintained.
By providing a consistent surface compressive stress, fatigue life scatter is usually reduced as a result of multiple manufacturing steps.